| MULTI WIRE
SUBMERGED ARC WELDING As noted under Capabilities, a
number of Technical Papers have been published regarding the use of multiwire-multipower
submerged arc system to significantly increase welding speeds. A
summary of this work including unpublished research with a four wire
AC-AC-AC-AC system has been presented at a number of conferences given for the
American Welding Society and El Instituto Technologico y de Estudios Superiores
de Monterrey.
This summary includes information and practical application experience with
the following submerged arc systems:
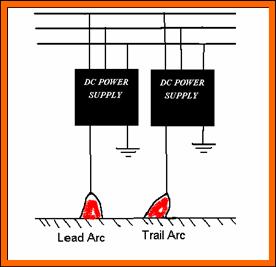
- DC-DC Two Wire System
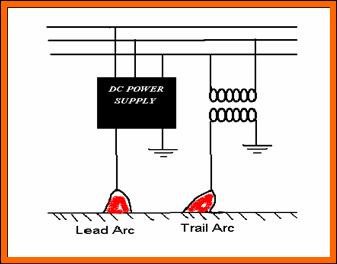
- DC-AC Two Wire System
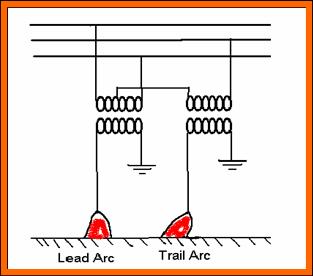
- AC-AC Two Wire System
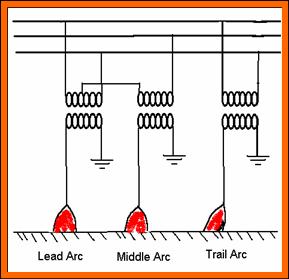
- AC-AC-AC Three Wire System
- AC-AC-AC-AC Four Wire System
-
|
 |
 |
| The DC-DC system operates at very high speeds but Arc
Blow limits currents and therefore maximum usable plate thicknesses. |
The DC-AC system is most universally employed and allows higher overall
currents without the effects of Arc Blow. |
 |
 |
| To eliminate Arc Blow and
provide a forward deflection on the trail arc, the AC-AC Scott system was
developed in the 1950's. It provided about 20% higher welding speeds
over a DC-AC system. |
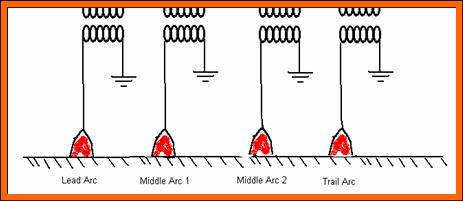
A unique three wire all AC system was developed in the 1960's/1970's.
It provided weld speeds 50% greater than AC-AC. Since
Arc Blow was not a problem high currents allowed its
application on thick plates. |
 |
For one side welding of ship plate to 1 1/2 inches (38mm) thick a four wire
all AC system was developed. It operates at up to 5000 amps. With
the proper power phasing ground currents could be very low reducing grounding
issues usually associated with this much welding amperage. A special
arrangement was developed for this work. A 110 page report
defining this research work is available for purchase
Contact Us.
Note you can pay with PayPal. We'll mention how when we quote the
price. |
| If you would like a copy of this multiwire presentation
in the form of a technical paper, it is available for
purchase.
Contact Us
Note you can pay with PayPal. We'll mention how when we quote the
price. |
| The presentation also includes data to show AC power can actually provide
more penetration than DC since Arc Blow is not
a problem and currents are not limited. |




